顶立弹簧在接到图纸或样品后,会先确认材料牌号、线径、外径、自由长度、总圈数、有效圈数、节距、旋向、端部结构、目标载荷、使用环境和表面处理要求,再选择标准件替代、样品验证或定制量产路径。
绕制完成后,产品还会进入去应力回火、端面处理、强压立定、表面处理、标识包装和最终检验。每一道工序都围绕尺寸稳定、载荷稳定和批次追溯展开。


弹簧绕制不是把钢丝卷成螺旋形这么简单。对采购和工程团队来说,更关键的是供应商能否把图纸参数、设备设定、热处理曲线和检验标准串成可重复的生产流程。
顶立弹簧在接到图纸或样品后,会先确认材料牌号、线径、外径、自由长度、总圈数、有效圈数、节距、旋向、端部结构、目标载荷、使用环境和表面处理要求,再选择标准件替代、样品验证或定制量产路径。
绕制完成后,产品还会进入去应力回火、端面处理、强压立定、表面处理、标识包装和最终检验。每一道工序都围绕尺寸稳定、载荷稳定和批次追溯展开。
围绕线径范围、弹簧类型、尺寸载荷和批次追溯建立制造控制点,便于采购与工程团队评估定制可行性、交期和稳定供货能力。
从参数确认开始,经过 CNC 成型、去应力回火、端面处理、强压立定、表面处理与检验包装,形成可复核、可追溯的弹簧制造路径。

根据图纸、样品或应用工况确认材料、线径、外径、自由长度、有效圈数、节距、旋向、端部结构和目标载荷。必要时先做样品验证,避免参数在量产阶段反复返工。

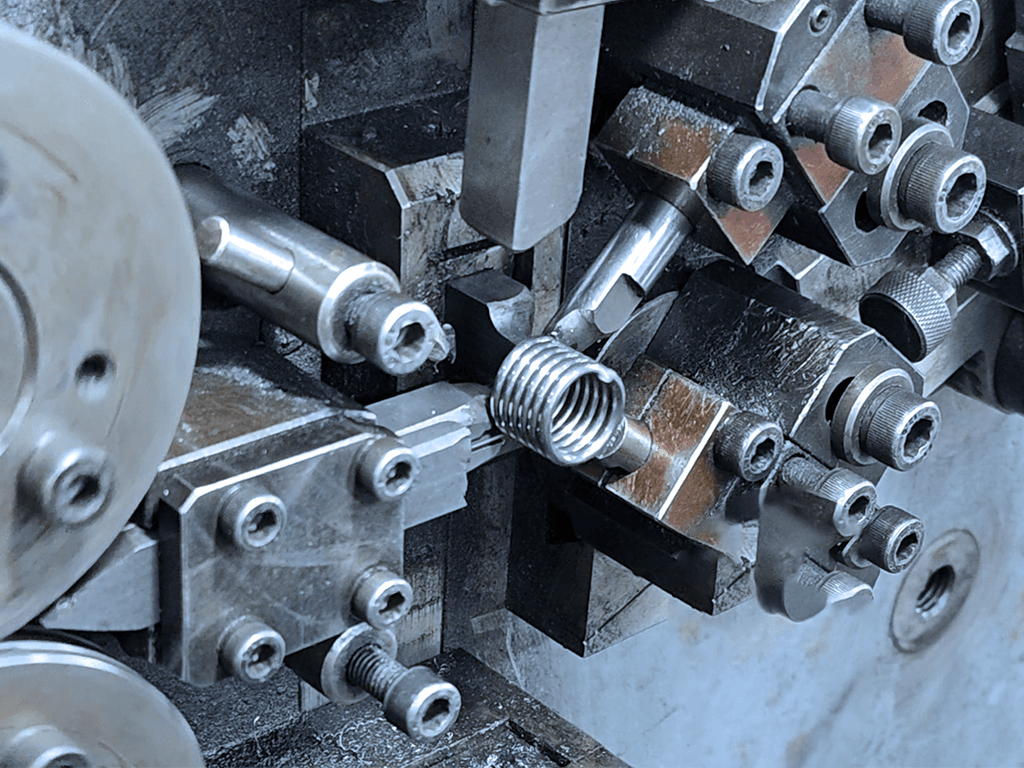
将线材送入数控卷簧设备,通过送线、芯棒、导线轮和成型刀具控制圈径、节距、圈数与旋向。压缩弹簧、拉伸弹簧、扭转弹簧和异形线成型件会分别匹配不同工位。

绕制后的弹簧内部存在残余应力,需要按材料和规格设定回火温度与保温时间。热处理的目标是稳定弹性、降低变形风险,并为后续载荷一致性打基础。

对需要平稳受力的压缩弹簧进行端面磨削,并根据图纸要求进行校正、去毛刺或整形处理。端面质量会影响弹簧垂直度、安装稳定性和长期受力状态。

对有稳定载荷要求的弹簧进行强压或立定处理,预先释放部分塑性变形,降低使用过程中的自由高度衰减。该工序尤其适合模具弹簧和高频工作弹簧。

根据防锈、外观和行业识别要求选择电泳、喷涂、发黑、镀锌、镀镍或达克罗等表面处理。模具弹簧也可按负荷等级进行颜色区分,便于仓储和装配识别。

成品出货前检查尺寸、载荷、外观、数量和批次信息。可按客户要求进行参数标识、分袋、贴标、防锈包装或出口包装,便于采购入库、装配领用和后续追溯。
长期配套客户更关注交付稳定性、批量一致性和后续补单成本。顶立从参数评估、设备匹配、热处理、库存协同到出货记录建立闭环。
报价前先确认图纸、材料、载荷、寿命和使用环境,减少样品阶段的沟通成本。
按弹簧类型和线径选择合适的绕制设备、工装和成型方式,保证批量一致性。
绕制后进行去应力和尺寸稳定处理,让弹簧在长期工作中保持更稳定的载荷表现。
常用模具弹簧可优先匹配库存;非标弹簧可按图纸、样品或应用场景定制。
围绕尺寸、载荷、外观和批次信息进行出货确认,便于后续质量复核与补单。
支持分批交付、包装标识和长期供货沟通,适合设备厂、模具厂和自动化客户。
信息越完整,工程判断越快。没有完整图纸时,也可以先发送样品照片、安装位置和使用工况,由我们协助梳理关键参数。
发送图纸、样品照片、材料、数量和应用工况,顶立弹簧会结合生产工艺、表面处理和交付要求给出可落地的制造建议。